<blockquote id="lmsey"></blockquote>
.jpg) 原標(biāo)題:鋁合金9AT變速器殼體的真空壓鑄工藝與組織性能研究 摘要 以ADC12鋁合金9AT變速器殼體為研究對(duì)象,設(shè)計(jì)了單通道內(nèi)澆口與多個(gè)側(cè)澆口結(jié)合的澆注系統(tǒng)。通過(guò)數(shù)值模擬軟件模擬了殼體在不同澆注溫度、壓射速度、模具預(yù)熱溫度和壓射比壓等工藝參數(shù)下的真空壓鑄充型與凝固過(guò)程。在此基礎(chǔ)上,通過(guò)正交試驗(yàn)分析,確定了最佳的壓鑄工藝參數(shù)。針對(duì)殼體底部厚大、多孔的熱節(jié)部位,設(shè)置了3D打印的冷鐵,以減少該處的縮松、縮孔缺陷。對(duì)試制鑄件易產(chǎn)生缺陷區(qū)域的微觀組織進(jìn)行觀察分析,結(jié)果顯示:各部分的α-Al晶粒尺寸與第二相分布都較為均勻,富鐵相以細(xì)小塊狀形式存在而非針狀。通過(guò)力學(xué)性能測(cè)試得到的各項(xiàng)參數(shù)均高于標(biāo)準(zhǔn)值,進(jìn)一步驗(yàn)證了該壓鑄工藝的可靠性。 汽車(chē)變速器殼體是汽車(chē)傳動(dòng)系統(tǒng)中的關(guān)鍵部件之一,其性能直接關(guān)系到汽車(chē)的整體性能表現(xiàn)。2011年,德國(guó)知名變速器制造商ZF正式對(duì)外發(fā)布了汽車(chē)歷史上第一款9AT自動(dòng)變速器,相較6AT變速器降低10%~16%的燃油消耗。隨著檔位的增加,變速器運(yùn)行過(guò)程中傳遞扭矩增大,導(dǎo)致殼體設(shè)計(jì)面臨更大挑戰(zhàn)。在實(shí)際應(yīng)用中,殼體最大壁厚差可達(dá)到36.5 mm,尤其是底部壁厚較大的多孔區(qū)域,形狀復(fù)雜且作為油道集成區(qū)域,需確保在使用時(shí)不發(fā)生泄露。因而對(duì)變速器主殼體的力學(xué)性能、尺寸精度以及密封性等提出更嚴(yán)格的要求。 真空壓鑄技術(shù)作為先進(jìn)的壓鑄工藝,廣泛應(yīng)用于生產(chǎn)高強(qiáng)度、耐壓或需進(jìn)行熱處理的高品質(zhì)壓鑄件。相比傳統(tǒng)壓鑄工藝,真空壓鑄能有效減少鋁合金壓鑄件中的氣孔等缺陷,改善組織狀態(tài),提高力學(xué)性能。對(duì)于變速器殼體壓鑄工藝參數(shù)的選擇,通常通過(guò)數(shù)值模擬結(jié)合試驗(yàn)驗(yàn)證的方法進(jìn)行優(yōu)化。Zhao Xu等人通過(guò)Flow3d軟件對(duì)薄壁縱向承重梁澆注系統(tǒng)進(jìn)行了設(shè)計(jì)優(yōu)化,結(jié)合生產(chǎn)驗(yàn)證得到了組織性能優(yōu)異的部件。Jufu Jiang通過(guò)ProCAST軟件模擬了大壁厚差、形狀復(fù)雜的ZL104鋁合金飛輪殼的擠壓鑄造過(guò)程,發(fā)現(xiàn)零件的幾何結(jié)構(gòu)顯著影響凝固過(guò)程,尤其是深凹腔區(qū)域不利于快速凝固。Guofa Mi等人利用Z-CAST軟件對(duì)某缸體的充型和凝固過(guò)程進(jìn)行了數(shù)值模擬,并通過(guò)在模具適當(dāng)位置插入銅坯改善了凝固順序,有效消除了縮孔等缺陷。在凝固組織方面,Shuancheng Meng的研究發(fā)現(xiàn),Al-Si合金飛輪殼厚壁部位的組織細(xì)化與過(guò)冷度增加密切相關(guān)。Shouxun Ji研究了不同Mn含量下,鐵對(duì)Al-Si壓鑄合金組織和力學(xué)性能的影響,結(jié)果表明,隨著Fe含量的增加,微觀組織中形成長(zhǎng)針狀β-AlFe相,而Mn的加入抑制了該相的形成,從而提升了Al-Si合金的力學(xué)性能。 通過(guò)上述研究可見(jiàn),不同合金、不同鑄件結(jié)構(gòu)的真空壓鑄凝固特性不同,因此需要針對(duì)性地對(duì)壓鑄工藝設(shè)計(jì)和優(yōu)化開(kāi)展研究。本研究以9AT鋁合金變速器殼體為對(duì)象,結(jié)合軟件(Flow3D-Cast)對(duì)變速器殼體的充型與凝固過(guò)程進(jìn)行了模擬和生產(chǎn)試驗(yàn),確定了最佳壓鑄工藝參數(shù)并優(yōu)化了模具結(jié)構(gòu),觀察并測(cè)試了變速器殼體的微觀組織與力學(xué)性能,為生產(chǎn)高品質(zhì)鑄件提供了幫助。 01 工藝設(shè)計(jì)與試驗(yàn) 變速器殼體的外部結(jié)構(gòu)尺寸及內(nèi)腔結(jié)構(gòu)如圖1所示,殼體質(zhì)量約為12.5 kg,最小壁厚3.5 mm,最大壁厚40 mm,外部尺寸為475 mm×426 mm×255 mm。
圖1 變速器殼體三維圖 與國(guó)內(nèi)同類(lèi)主殼體相比,該產(chǎn)品具有結(jié)構(gòu)復(fù)雜、壁厚差異大、熱節(jié)分布多和尺寸精度高等技術(shù)難點(diǎn),極易產(chǎn)生氣孔、縮孔和變形等缺陷,因此壓鑄成形難度極大,質(zhì)量標(biāo)準(zhǔn)要求極高。 將三維模型導(dǎo)入軟件進(jìn)行網(wǎng)格劃分。因?yàn)榱慵趦?nèi)澆口與溢流槽接口處較薄,在進(jìn)行網(wǎng)格劃分時(shí)需要局部加密網(wǎng)格,綜合考慮計(jì)算精度和計(jì)算時(shí)間,共劃分網(wǎng)格16 786 435個(gè)。模具材質(zhì)為H13鋼,變速器殼體的材料為ADC12合金,其具有良好的鑄造性能、力學(xué)性能以及熱穩(wěn)定性,適用于復(fù)雜形狀和薄壁產(chǎn)品的生產(chǎn),化學(xué)成分見(jiàn)表1。
表1 ADC12合金化學(xué)成分表 wB/% 結(jié)合產(chǎn)品工藝特性,根據(jù)澆注系統(tǒng)設(shè)計(jì)原則,選擇該鑄件的最大輪廓面為鑄件分型面,這樣鑄件容易脫模,保證在充型過(guò)程中金屬液流程短,盡量減少卷氣、匯流與曲折現(xiàn)象。內(nèi)澆口的位置選擇在鑄件較厚的區(qū)域并輔以多個(gè)側(cè)澆口,有利于有金屬液補(bǔ)縮,減少澆注系統(tǒng)金屬消耗量。針對(duì)金屬液最后填充的部位金屬液溫度較低,氣體、夾雜較集中的問(wèn)題,可在分型面上設(shè)置溢流槽,以改善模具熱平衡狀態(tài)與填充、排氣條件。對(duì)于存在多股合金液匯合的區(qū)域,增加溢流槽同樣可以改善充填排氣條件。通過(guò)設(shè)置帶真空閥的階梯式排氣通道,有利于防止金屬液從排氣槽中噴射出來(lái),同時(shí)起到提升型腔排氣和末端積渣效果,澆、排系統(tǒng)的設(shè)計(jì)如圖2所示。
圖2 澆注系統(tǒng)三維圖 根據(jù)壓鑄工藝手冊(cè),初步選取工藝參數(shù)如表2所示。
表2 壓鑄工藝參數(shù) 采用表2所示的參數(shù),對(duì)鑄件的充型與凝固過(guò)程進(jìn)行模擬分析,從而確定需要改進(jìn)的工藝參數(shù),并通過(guò)正交試驗(yàn)進(jìn)行優(yōu)化,得出最佳的壓鑄工藝參數(shù)組合。隨后對(duì)鑄件采用最佳工藝參數(shù)組進(jìn)行充型與凝固過(guò)程的模擬,分析是否仍有區(qū)域出現(xiàn)較大體積的縮松縮孔缺陷,若有,則對(duì)該區(qū)域進(jìn)行進(jìn)一步的優(yōu)化。 由于壓鑄鋁合金在鑄造過(guò)程中容易吸氣氧化,產(chǎn)生氧化夾渣,因此在正式壓鑄前必須對(duì)金屬液進(jìn)行精煉和除氣處理。首先,將ADC12鋁錠加熔化至750 ℃,加入打渣劑進(jìn)行粗煉,用打渣耙清理液面上的鋁渣。隨后,將鋁液轉(zhuǎn)移至精煉除氣機(jī),加入除氣除渣劑,通 入 0 . 4 ~ 0 . 6 MPa氬氣進(jìn)行除氣和除渣,除氣精煉約 7 min后清理表面浮渣,之后抽真空至真空壓力為0~0.07 MPa,時(shí)間為3 min。最后通過(guò)JRCQ-01型鋁液測(cè)氫儀對(duì)鋁液密度進(jìn)行檢測(cè),密度越大表明除氣精煉效果越好。當(dāng)鋁液密度達(dá)到或超過(guò)2.65 g/cm 3時(shí),視為精煉效果合格,可進(jìn)行后續(xù)的壓鑄操作。 通過(guò)壓鑄試制,選取鑄件可能出現(xiàn)缺陷的不同位置(澆口、凸起、底部厚大區(qū)域、孔洞、薄壁和溢流槽)進(jìn)行組織性能研究。采用電火花線切割截取金相試樣,金相試樣經(jīng)粗磨、細(xì)磨和拋光后采用Keller試劑(2.5 mL HNO? +1.5 mL HCL+1 mL HF+95 mL H? O)腐蝕10~20 s,通過(guò)光學(xué)顯微鏡、JAX-8230電子探針顯微分析儀進(jìn)行微觀組織分析。對(duì)鑄件形狀較為均勻的澆口、溢流槽以及底部厚大區(qū)域三個(gè)位置通過(guò)電火花線切割制取拉伸試樣,每個(gè)區(qū)域各取三個(gè)試樣,采用AGX-V100KN力學(xué)試驗(yàn)機(jī)測(cè)試試樣的拉伸力學(xué)性能,拉伸速率為1 mm/min,合格試樣力學(xué)性能需滿足抗拉強(qiáng)度Rm≥240 MPa,屈服強(qiáng)度Rp0.2≥140 MPa,伸長(zhǎng)率A≥1%,拉伸試樣規(guī)格見(jiàn)圖3,通過(guò)檢測(cè)其力學(xué)性能,驗(yàn)證優(yōu)化后壓鑄工藝參數(shù)的正確性。
圖3 拉伸試樣規(guī)格 02 結(jié)果與討論 2.1 初選工藝的充型與凝固過(guò)程 圖4為真空壓鑄鋁合金殼體的充型過(guò)程。首先,在t=0.224 5 s時(shí),熔融的ADC12鋁合金通過(guò)內(nèi)澆口進(jìn)入型腔,金屬液從不同澆口向前填充的距離大致相同,如圖4(a)所示。當(dāng)鋁液繼續(xù)流動(dòng)時(shí),型腔中部的熔液形成了封閉區(qū)域,出現(xiàn)夾帶空氣現(xiàn)象,這是由于該部位存在一個(gè)接近90°充型方向的變化,金屬液充型時(shí)產(chǎn)生一定阻力阻礙了部分金屬液的流動(dòng),從而導(dǎo)致不同流速鋁液在匯合時(shí)出現(xiàn)了夾帶空氣的現(xiàn)象,如圖4(b)所示。從t=0.490 5s到t=0.681 7s,如圖4(c)到圖4(e)所示,金屬液流動(dòng)較為平穩(wěn),鑄件順利完成充型,隨后溢流槽與排氣槽開(kāi)始充型。在t=0.709 1s時(shí),充型全部完成,如圖4(f)所示。金屬液在充型過(guò)程中整體較為平穩(wěn),但存在著一定的卷氣現(xiàn)象,表明澆注系統(tǒng)設(shè)計(jì)合理,但壓鑄工藝參數(shù)需要一定的調(diào)整優(yōu)化。
圖4 真空壓鑄鋁合金殼體的充型過(guò)程 圖5為真空壓鑄鋁合金殼體的凝固過(guò)程。鑄件的凝固趨勢(shì)沿重力方向形成一定溫度梯度,整體自排氣管道而下向澆口部位凝固,基本符合順序凝固的過(guò)程。在鑄件凝固時(shí)間t=6.034 s時(shí),如圖5(d)所示,鑄件左上部存在著凸起(A),該形狀更易受較低的模具溫度的影響較早開(kāi)始冷卻凝固,影響鑄件整體凝固順序,還可能會(huì)導(dǎo)致鑄件其余部位在凝固時(shí)缺少金屬液的補(bǔ)縮而出現(xiàn)縮松縮孔等缺陷。此外殼體底部的厚大區(qū)域(B)由于較大的壁厚,導(dǎo)致該區(qū)域冷卻速度較慢,溫度較高,此時(shí)周?chē)辖鹨呀?jīng)開(kāi)始凝固,這會(huì)導(dǎo)致該處的凝固收縮無(wú)法得到金屬液補(bǔ)縮,形成了孤立液相區(qū),產(chǎn)生熱應(yīng)力,出現(xiàn)縮松縮孔等缺陷,影響該區(qū)域的微觀組織結(jié)構(gòu)和力學(xué)性能。
圖5 真空壓鑄鋁合金殼體的凝固過(guò)程 2.2 缺陷分析 圖6為缺陷分析。如圖6(a)、(b)所示,在充型過(guò)程中,溢流槽A與C、凸起B(yǎng)以及孔洞C極易出現(xiàn)氧化夾雜缺陷,且存在一定的卷氣風(fēng)險(xiǎn)。圖6(c)顯示了充型時(shí)不同澆口料液的流向,圖6(d)為縮松和縮孔缺陷預(yù)測(cè)。綜合圖6所示的各項(xiàng)缺陷分析可以發(fā)現(xiàn),易產(chǎn)生缺陷風(fēng)險(xiǎn)的位置多為不同股的料液交匯處,因此壓射比壓以及壓射速度將會(huì)是影響最終成品質(zhì)量的重要因素。
圖6 缺陷分析 2.3 正交試驗(yàn) 基于章節(jié)2.1與章節(jié)2.2的分析,并結(jié)合實(shí)際生產(chǎn)經(jīng)驗(yàn),選取四個(gè)對(duì)鑄件質(zhì)量有重要影響的壓鑄工藝參數(shù)進(jìn)行正交試驗(yàn),分別為:壓射速度(A)、模具預(yù)熱溫度(B)、合金液澆注溫度(C)以及壓射比壓(D),建立正交試驗(yàn)因素水平表及試驗(yàn)方案,如表3所示。
表3 正交試驗(yàn)因素水平表 本試驗(yàn)方案需要進(jìn)行16組正交試驗(yàn),基于試驗(yàn)方案中提供的數(shù)據(jù),對(duì)殼體的充型與凝固過(guò)程進(jìn)行模擬。并對(duì)以上16組數(shù)據(jù)的鑄件縮松、縮孔等缺陷體積大小進(jìn)行統(tǒng)計(jì)對(duì)比,最后得到正交試驗(yàn)數(shù)據(jù)如表4所示。
表4 正交試驗(yàn)結(jié)果匯總表 采用極差分析法分析正交試驗(yàn)的結(jié)果表明,模具預(yù)熱溫度影響最小,澆注溫度影響最大,壓射速度與壓射比壓的極差在其二者之間。因此,分析得出最優(yōu)的工藝參數(shù)方案為A3B4C2D4,即澆注溫度675 ℃、壓射速度3.5 m/s、模具預(yù)熱溫度210 ℃和壓射比壓85 MPa。根據(jù)計(jì)算,優(yōu)化后鑄件缺陷體積為17.139 2 cm³,比表4正交試驗(yàn)中的任何一組數(shù)據(jù)的缺陷體積都要少,因此可以判斷,優(yōu)化工藝參數(shù)可以有效地減少鑄件的缺陷體積。 2.4 特殊部位結(jié)構(gòu)優(yōu)化 根據(jù)圖5中鑄件的凝固過(guò)程以及圖7凝固過(guò)程中的固相分?jǐn)?shù)分析,發(fā)現(xiàn)鑄件底部厚大區(qū)域在凝固過(guò)程中的溫度明顯高于鑄件其他部位,其凝固過(guò)程也落后于整體。這是因?yàn)樵摬课槐诤褫^大且存在較多孔洞,結(jié)構(gòu)較為復(fù)雜,形成了熱節(jié)區(qū)域,冷卻速度較慢。若凝固過(guò)慢,導(dǎo)致沒(méi)有及時(shí)得到周?chē)饘僖旱难a(bǔ)縮,則會(huì)形成孤立的液相區(qū),縮松縮孔等缺陷極易出現(xiàn)。因此,如圖8所示,若根據(jù)鑄件形狀在此處設(shè)置冷鐵,可以降低該區(qū)域整體溫度,加快金屬液的冷卻,達(dá)到同時(shí)凝固的效果,使鑄件整體凝固時(shí)的溫度趨于平衡。
圖7 凝固時(shí)間t=9.880 7 s固相分?jǐn)?shù)圖,橫截面W選取位置示意圖
圖8 冷鐵示意圖 冷鐵選擇H13模具鋼為材料,通過(guò)3D打印制成,并在其中設(shè)計(jì)冷卻管道通入常溫水散熱,將冷鐵與澆注系統(tǒng)組合后,采用優(yōu)化后得到的工藝參數(shù)對(duì)變速器殼體的充型與凝固過(guò)程進(jìn)行模擬。在底部厚大區(qū)域處選取橫截面W進(jìn)行分析,以方便對(duì)優(yōu)化前后的結(jié)果進(jìn)行更加明顯的對(duì)比,橫截面W選取位置如圖7。 通過(guò)對(duì)比該截面在相同時(shí)刻的溫度變化、固相分?jǐn)?shù)以及缺陷大小(表5),可以發(fā)現(xiàn),在相同時(shí)間下,優(yōu)化后鑄件厚大區(qū)域的固相分?jǐn)?shù)較優(yōu)化前有所增加,凝固時(shí)的溫度相對(duì)降低,最終影響到縮松和縮孔等缺陷體積也相對(duì)減小。為驗(yàn)證優(yōu)化后壓鑄工藝的合理性,通過(guò)試樣試制,使用金相顯微鏡觀察該區(qū)域的金相組織,如圖9所示,發(fā)現(xiàn)該區(qū)域金相組織為等軸晶,各相分布整體均勻,無(wú)縮松和孔洞等缺陷,說(shuō)明該冷卻鑲塊起到了減小底部厚大區(qū)域缺陷的作用。
表5 安裝冷鐵前后結(jié)果對(duì)比
圖9 厚大區(qū)域金相圖 2.5 鑄件組織性能分析 在鋁合金殼體的鑄造過(guò)程中,不同結(jié)構(gòu)處由于壁厚不同,凝固順序與冷卻過(guò)程也存在著差異,因此選取并觀察了鑄件出現(xiàn)缺陷風(fēng)險(xiǎn)較高、冷卻時(shí)間不同的六個(gè)特征位置(a溢流槽、b孔洞、c薄壁、d澆口、e厚大區(qū)域和f凸起),如圖10所示。殼體組織主要以α-Al與共晶Si為主,各區(qū)域都是等軸晶,其中共晶Si分布在α-Al周?chē)3跎?alpha;-Al相在圖中表現(xiàn)為兩種形式,分別為凝固過(guò)程中冷卻速率較低所形成較大的α-Al?,與冷卻速率較高所形成的較小的α-Al?。根據(jù)晶粒尺寸分布圖可以看到,溢流槽處,如圖10(a)所示,平均晶粒尺寸最大,且存在著較多尺寸較大的α-Al?相。底部厚大區(qū)域,如圖10(e)所示,平均晶粒尺寸最小,為較小的α-Al?相。其余孔洞、薄壁、澆口以及凸起區(qū)域晶粒尺寸相差不大,且多為尺寸較小的α-Al?相。
圖10 金相試樣選取位置示意圖、金相圖以及各位置晶粒尺寸分布圖 金屬液在到達(dá)鑄件靠近的溢流槽區(qū)域時(shí),溫度有所下降,受最先開(kāi)始凝固的排氣管道、溢流槽區(qū)域所放出的大量熱量的影響,金屬液凝固較緩慢,晶粒有足夠時(shí)間長(zhǎng)大并形成圖中較大的α-Al相,如圖10(a)所示。而凸起處,如圖10(f)所示,較早完成充型,結(jié)合凝固溫度圖(圖5)顯示,該區(qū)域冷卻速率較高,較早開(kāi)始凝固,且充型結(jié)束時(shí)溫度接近液相線,因而過(guò)冷度較大,形核率上升,使得晶核間的相互抑制作用增強(qiáng),抑制了晶粒的長(zhǎng)大,最終形成了晶粒尺寸相對(duì)較小的球狀或顆粒狀的α-Al相。 厚大區(qū)域金相如圖10(e)所示,本身由于壁厚較大,冷卻緩慢,但合金在凝固過(guò)程會(huì)受到冷鐵的影響使得冷卻速率增加,從而獲得更大的過(guò)冷度,因此凝固后α-Al晶粒尺寸較小。圖10(b)為孔洞區(qū)域金相組織圖,該區(qū)域靠近冷鐵,冷卻速率增大,也獲得了較大的過(guò)冷度,在α-Al的形核生長(zhǎng)的過(guò)程中,Si原子不斷向液相擴(kuò)散,在凝固前沿出現(xiàn)富集,從而生成了較多的共晶Si。 圖10(c)與圖10(d)分別為薄壁處與澆口處金相組織圖,兩處區(qū)域壁厚較薄,在充型結(jié)束后易受到較低的模具溫度的影響加速冷卻,過(guò)冷度相對(duì)增加,形成尺寸較小的α-Al晶粒。 為進(jìn)一步探究不同位置的顯微組織結(jié)構(gòu)的區(qū)別,采用掃描電子顯微鏡及電子探針?lè)治隽肆鶄€(gè)區(qū)域的形貌及化學(xué)成分,分別如圖11所示。由于薄壁部位壁厚較薄,因而對(duì)鑄件該區(qū)域的力學(xué)性能以及組織結(jié)構(gòu)有著更高的要求,故對(duì)薄壁區(qū)域試樣通過(guò)電子探針面掃描分析其元素分布情況,并對(duì)其組織結(jié)構(gòu)進(jìn)行了觀察,如圖12所示。
圖11 不同區(qū)域SEM圖像圖
12 EPMA面掃描結(jié)果 如圖11和圖12所示,Si元素分布在α-Al基體周?chē)琈g元素與Cu元素分布規(guī)律近似,分布在α-Al相周?chē)腟i基體中,而Fe、Mn和Cr則更多地富集在一起。如圖12所示,Mg的含量較少(如表1所示,加入量在1.0%以下),多分布于共晶Si相與α-Al的交界處,起到細(xì)化共晶Si、促進(jìn)材料內(nèi)部合金元素?cái)U(kuò)散、提高材料的力學(xué)性能的作用。在合金中還觀察到高密度的較亮化合物(圖11(a)、(f)),它們以細(xì)片的形式與α-Al相形成共晶結(jié)構(gòu),形成Al? Cu相。Al?Cu相以片狀和塊狀顆粒的形式出現(xiàn),研究表明,片狀A(yù)l? Cu相較塊狀硬度更高,具有更好的強(qiáng)化效果。 在顯微組織中還能觀察到多種大小不一的相,包括塊狀、多面體狀、漢字狀以及星狀,如圖11以及圖12(e)。根據(jù)圖12元素含量分析判斷,該相含有較多的Fe、Mn、Cr、Al以及Si元素,初步判斷為某種α-Alx(Fe,Mn,Cr)ySiz相,這些第二相是合金中的Fe元素達(dá)到一定含量時(shí),而產(chǎn)生的富鐵相。 研究發(fā)現(xiàn),這種富鐵相在鐵含量大于0.6%的鑄件中會(huì)被廣泛發(fā)現(xiàn),為α-AlFeMnSi相。根據(jù)EPMA分析,對(duì)圖11(d)中的A點(diǎn)進(jìn)行成分分析得到結(jié)果如表6,確定其成分為Al??(Fe,Mn,Cr)? Si?。此外,凝固環(huán)境,特別是冷卻速率的變化對(duì)該富鐵相凝固過(guò)程的影響較大。隨著冷卻速率的增加,富鐵相的大小和體積分?jǐn)?shù)減小。而當(dāng)添加了足夠的Mn,即當(dāng)Mn/Fe比例大于0.5,且Fe含量小于1.2%時(shí),有利于含鐵相轉(zhuǎn)變?yōu)?alpha;-Fe相,減少針狀β-Fe的形成,改善合金的延展性。Cr元素的加入,促進(jìn)了塊狀、星狀富鐵相的形成。星狀和塊狀富鐵相的硬度遠(yuǎn)高于Al基體,漢字狀的硬度略低于塊狀、星狀富鐵相的硬度。因此,這些塊狀、星狀富鐵相的出現(xiàn)有助于提高材料的硬度。綜合金相圖和SEM觀察,鑄件中未發(fā)現(xiàn)β-Fe相,α-Fe相在Mn和Cr的影響下更多地轉(zhuǎn)變?yōu)橛欣谔嵘T件性能的塊狀和星狀富鐵相,其性能更好。而在性能要求較高的薄壁區(qū)域,鑄件整體組織、析出相分布也更加均勻。
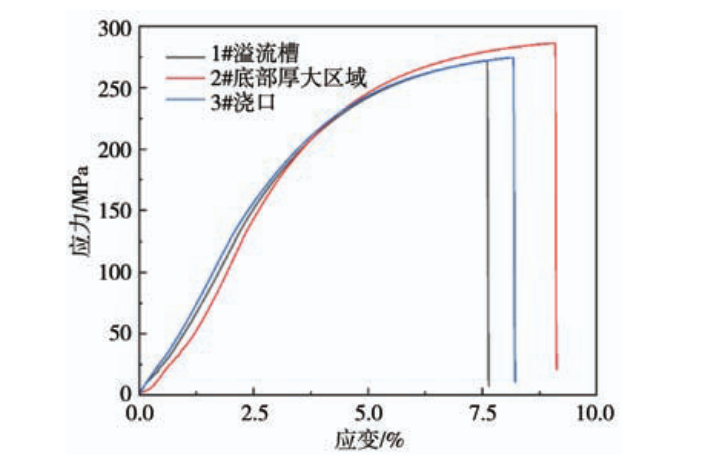
表6 A點(diǎn)EPMA分析各元素原子百分比 at.% 鑄件的力學(xué)性能測(cè)試結(jié)果如圖13以及表7所示,其中1 #、2 #與3 #數(shù)據(jù)分別為溢流槽區(qū)域、底部厚大區(qū)域以及澆口區(qū)域各取三個(gè)試樣獲得的平均值,根據(jù)表中數(shù)據(jù)顯示,鑄件整體的力學(xué)性能優(yōu)異,各指標(biāo)均滿足并高于鑄件技術(shù)要求。因而綜合鑄件微觀組織與力學(xué)性能測(cè)試可以判斷該工藝下的鑄件有著均勻的微觀組織與良好的力學(xué)性能。
圖13 鑄件不同區(qū)域拉伸力學(xué)性能曲線
表7 優(yōu)化后鑄件力學(xué)性能測(cè)試結(jié)果 通過(guò)實(shí)際生產(chǎn)試制,如圖14(a)和(b)所示,以及對(duì)出現(xiàn)缺陷風(fēng)險(xiǎn)較高的底部厚大區(qū)域進(jìn)行X射線探傷檢測(cè),如圖14(c)所示,可以確定得到了表面質(zhì)量良好且無(wú)明顯的縮松、孔洞等缺陷的變速器殼體。因而綜合鑄件微觀組織觀察、力學(xué)性能測(cè)試以及實(shí)際生產(chǎn)驗(yàn)證可以判斷,在該壓鑄工藝參數(shù)下得到的鑄件有著良好的表面質(zhì)量與工藝性能
圖14 試制鑄件圖 03 結(jié)論 (1)通過(guò)正交試驗(yàn)研究澆注溫度、壓射速度、模具預(yù)熱溫度與壓射比壓四項(xiàng)工藝參數(shù)對(duì)鑄件缺陷的影響,確定了其影響程度由大到小依次為:澆注溫度、壓射比壓、壓射速度和模具預(yù)熱溫度。優(yōu)化后的工藝參數(shù)為澆注溫度675 ℃,壓射速度3.5 m/s,模具預(yù)熱溫度210 ℃,壓射比壓85 MPa,基于此參數(shù)組合進(jìn)行仿真模擬,得到了整體質(zhì)量較好、存在局部缺陷的鑄件。 (2)針對(duì)鑄件底部厚大區(qū)域易產(chǎn)生缺陷的問(wèn)題,設(shè)置了3D打印的隨形冷鐵以加快冷卻速度,平衡鑄件整體冷卻進(jìn)程,使得鑄件的縮松、縮孔等缺陷顯著減小。通過(guò)光學(xué)顯微鏡觀察,鑄件微觀組織均勻,無(wú)明顯縮松和縮孔缺陷,表明冷鐵的設(shè)置有效減少了缺陷。 (3)對(duì)試制鋁合金鑄件的澆口、凸起、厚大區(qū)域、孔洞、薄壁和溢流槽等六個(gè)冷卻速率不一致、缺陷風(fēng)險(xiǎn)較高的部位進(jìn)行微觀組織觀察,結(jié)果顯示六個(gè)部位均未發(fā)現(xiàn)明顯的縮松、縮孔缺陷,微觀組織均勻,主要為細(xì)小的α-Al相,晶粒尺寸集中分布在5~15 μm。α-Al相周?chē)鶆蚍植贾龀龅腁l?Cu以及富鐵相,富鐵相α-Fe主要呈塊狀和星狀,有助于提高鑄件性能,未發(fā)現(xiàn)有害的針狀β-Fe相。 (4)通過(guò)對(duì)數(shù)值模擬優(yōu)化后的壓鑄工藝參數(shù)進(jìn)行生產(chǎn)試制,得到了表面質(zhì)量良好、微觀組織均勻且力學(xué)性能良好的殼體鑄件,說(shuō)明該工藝參數(shù)能滿足該9AT變速器殼體的實(shí)際真空壓鑄要求,確認(rèn)了該工藝參數(shù)的合理性與優(yōu)越性。 作者
馬智力 方曉剛 沈星辰 陳翌慶
方建儒 李博 |
.png)
.jpg)
.png)
.png)
.jpg)
.jpg)
.jpg)
.png)
.png)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.png)
.png)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)