<blockquote id="lmsey"></blockquote>
.jpg)
原標題:基于MAGMASOFT®模擬分析下的大型一體化鑄件的集成演化過程 概述 一體化壓鑄技術被首次提出之后,迅速引起了各大車企,新勢力,壓鑄件廠商,模具廠商,壓鑄機廠商和周邊配套企業的積極關注與跟進,已成為汽車行業的核心焦點。其鑄件集成化的過程從最開始的后地板,到目前的前機艙,以及當下被熱議的下地板(圖 1)。本文將從合金材料,方案設計,模擬分析和模具鋼材這四個方面進行詳細的闡述。
圖1 一、合金材料 傳統車身結構件主要應用 Silafont-36 合金,通過高真空壓鑄+熱處理達到零部件的使用性能要求。但對于一體壓鑄大型薄壁車身結構件,零件集成度更高,尺寸更大,結構更復雜,而熱處理易引起零件變形和表面起 泡,難以達到尺寸精度和裝配要求,造成零部件報廢,如后續進行矯形和修整,則增加生產工序,提高生產成本,不利于節能減排。因此,開發一體化壓鑄車身結構件用免熱處理高強韌鋁合金材料是超大型一體化車身結 構件發展的關鍵之一。 免熱處理的壓鑄鋁合金材料,一般是指合金在鑄態下具備高強高韌特性,且合金有較低的析出強化能力。1990 年前后,德國萊茵公司推出兩款免熱處理壓鑄鋁合金材料:Castsail37 合金(Al9SiMnMoZr)與Magsimal59(Al5Mg2Si)合金。但由于以上兩款合金對工藝的敏感性高,增加了整個鑄件生產的控制難度。且Castsail37 合金含 Mo、Zr 等高成本的元素,Al-Mg 體系的 Magsimal59 合金則增加了熔煉、模具設計的要求。這 些問題限制了當時非熱處理壓鑄鋁合金的發展。隨著電動汽車對輕量化及零件集成設計的需求增加,大噸位壓 鑄機設備,模具設計,工藝控制等技術能力顯著提高,免熱處理壓鑄鋁合金再次成為關注的熱點并實現超大型 一體化車身結構件的批量生產。某新能源車企開發了適用于一體壓鑄大型車身結構件的免熱處理鋁合金材料, 并成功應用于其產品。美國鋁(C611)、國內上海交大開發的免熱鋁合金材料也已經在超大型一體化車身結構件 實現量產應用。立中集團、瑞格金屬、湖北新金洋、重慶順博等也在進行免熱處理鋁合金材料的開發及產業化 推廣應用工作。 從材料角度而言,共晶組織的控制是決定合金性能的關鍵之一。高效、長效的變質劑可以使鑄態共晶組織保持細小彌散,從而提高合金性能。從經濟性角度考慮,超大型一體化鑄件中的生產過程中需要引入回爐料,再生料等降低鋁錠成本。但回爐料的使用容易造成雜質元素的超差引入,從而帶來的組織粗化,造成合金性能的降低。因此,免熱處理壓鑄鋁合金需要具備更高雜質元素的容忍度確保達到鑄件性能要求。在保證鑄件中組織特征的情況下,超大型一體車身結構件在使用過程中要有足夠的強韌性保證鑄件的疲勞耐久,碰撞等要求。 同時為了保證鑄件與周邊環境的連接,會采用 SPR、點焊、膠結等工藝。因此,材料需具備更高的連接包容性。另外,超大型一體化鑄件結構復雜、充型距離遠,要求材料具有更高的流動性、更低的收縮率等。因此,優異的服役性能是非熱處理高強高韌壓鑄鋁合金工程化應用的基礎條件。與此同時,從設計與工藝角度而言, 完整的物性數據庫與材料卡片是免熱處理壓鑄鋁合金材料融入零件結構設計與模具設計的必要條件。而適合于 材料特性的工藝控制方案則是發揮材料潛能的關鍵手段。只有通過以上環節之間的緊密配合方能真正實現工業 化應用。 二、方案設計 二.1. 前機艙排位方案分析
圖 2 二 1.1 產品厚度分析 最大厚度是 31.80mm,最小厚度是 2.2mm,平均厚度是 3.48mm 查表相關填充特性(圖 2):使用北美手冊的填 充時間為 0.055-0.085 秒,速度參考 36-44 米/秒 。
表 1: 產品平均壁厚的填充時間和澆口速度參考表 二 1.2 根據初步設計數據合成輸出排位為下圖
圖 3 二 1.3 使用 3 區域填充方式均勻填充(圖 3) 由于左右兩側需要流量比中間區域的多。結合產品 3D 排位計算出 相關的排位特性如下圖。相關的速度為 45 米/秒,填充時間 0.071 秒,符合手冊表 2。
表2
圖 4 二.2.1 產品厚度分析 最大厚度是 11..28mm,最小厚度是 1.9mm,平均厚度是 4.12mm 查表相關填充特性(圖 4):使用北美手冊的填充 時間為 0.080-0.115 秒,速度參考 34-42 米/秒
表 3:產品平均壁厚的填充時間和澆口速度參考 二.2.2 根據初步設計數據合成輸出排位為下圖
圖 5 二.2.3 使用 3 區域填充方式均勻填充(圖 5) 由于中間區域流量比左右區域多,我們會適當調整進澆厚度。 結合產品 3D 排位計算出相關的排位特性如下(表 4)。相關的速度為 40 米/秒,填充時間 0.098 秒,符合手冊。
表 4 二.3.集成下地板一體件排位方案分析
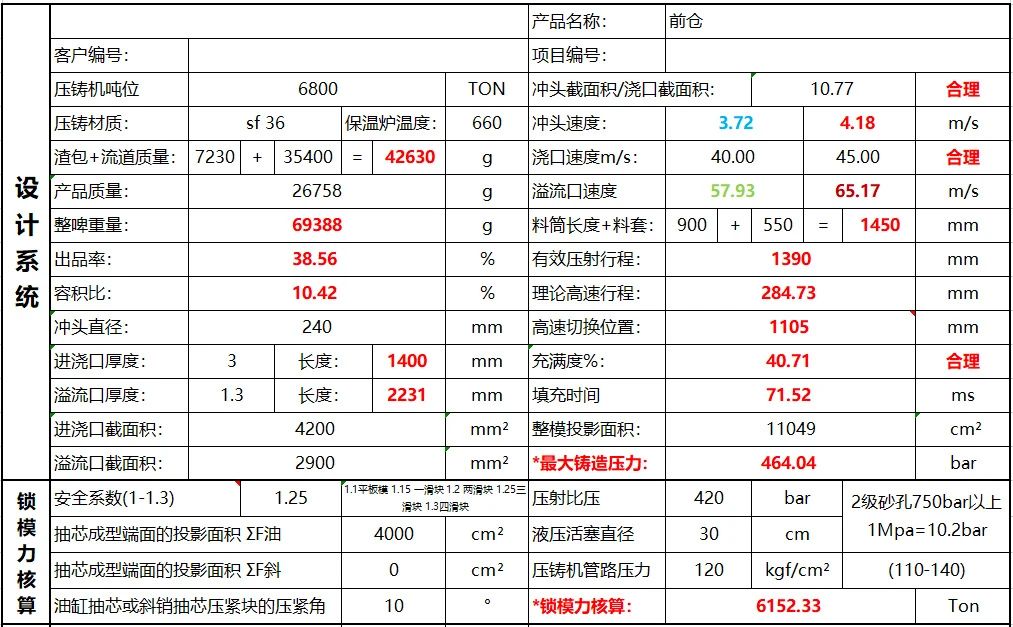
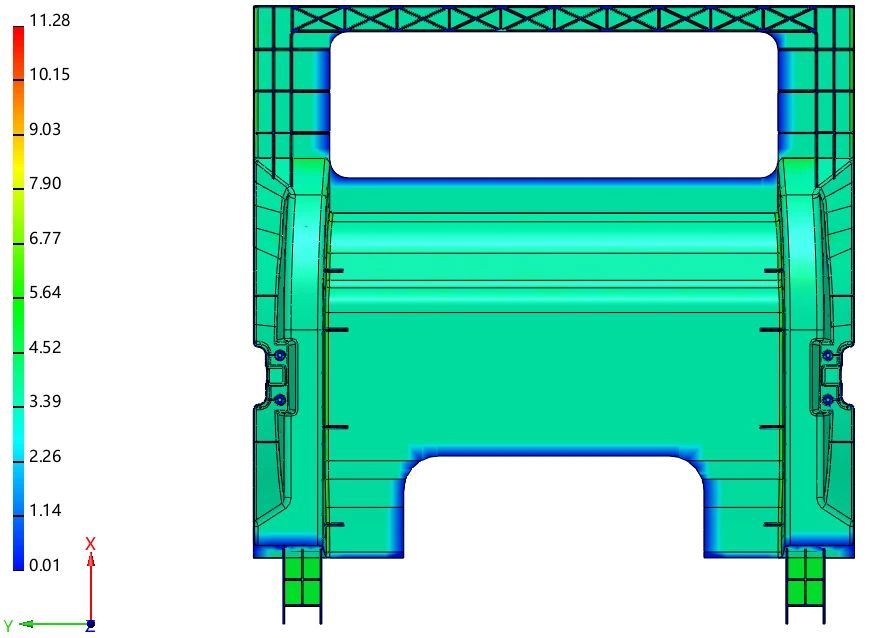
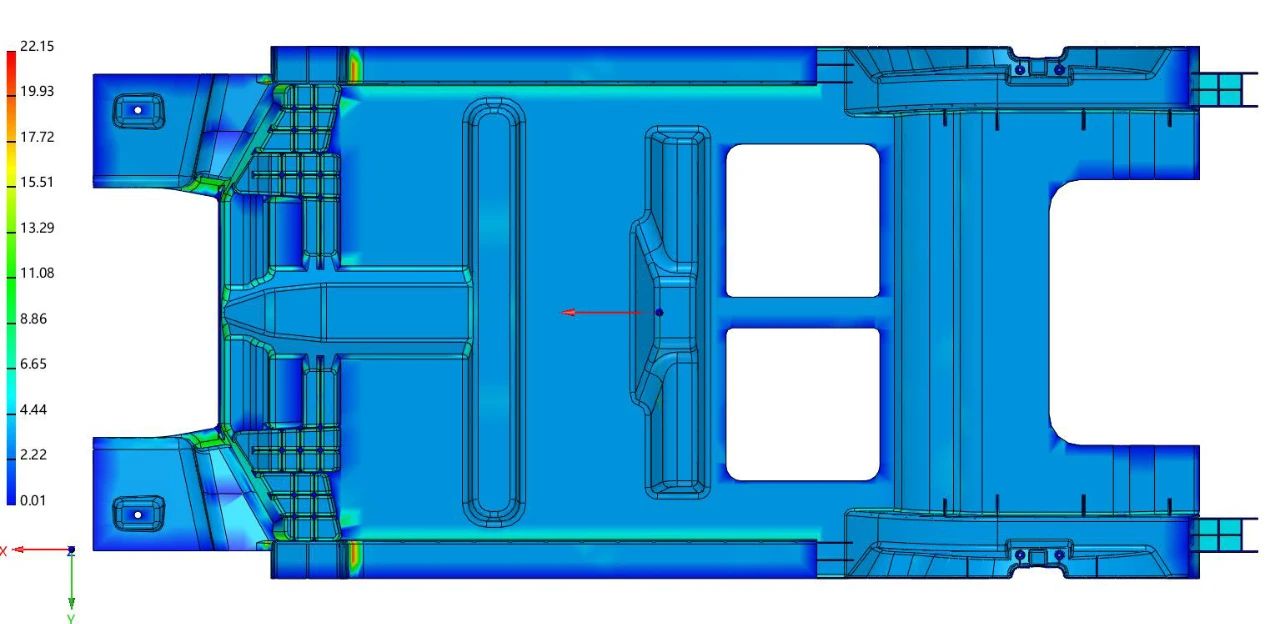
圖 6 二.3.1 產品厚度分析 最大厚度是 22.15mm,最小厚度是 1.9mm,平均厚度是 3.8mm 查表相關填充特性(圖 6):使用北美手冊的填充時間為 0.070-0.11 秒,速度參考 36-44 米/秒。 表 5:產品平均壁厚的填充時間和澆口速度參考
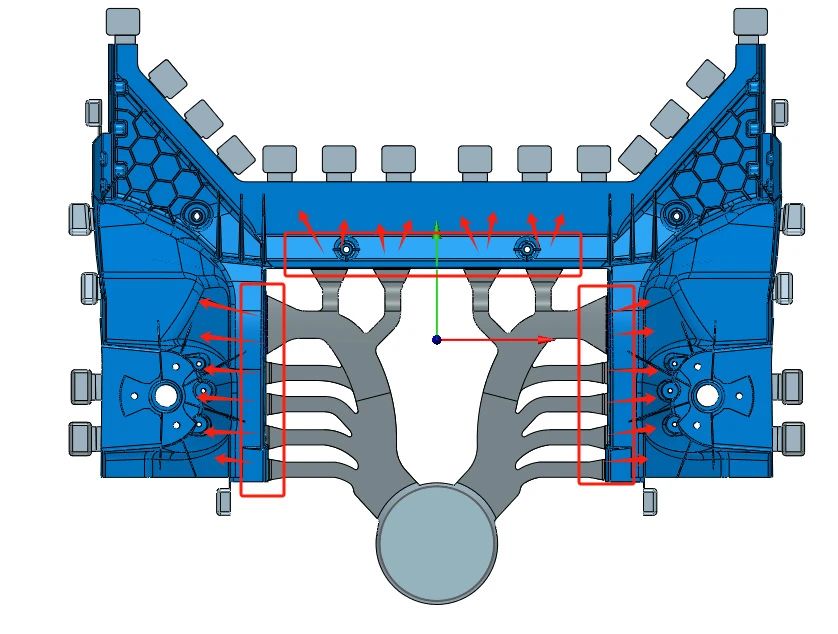
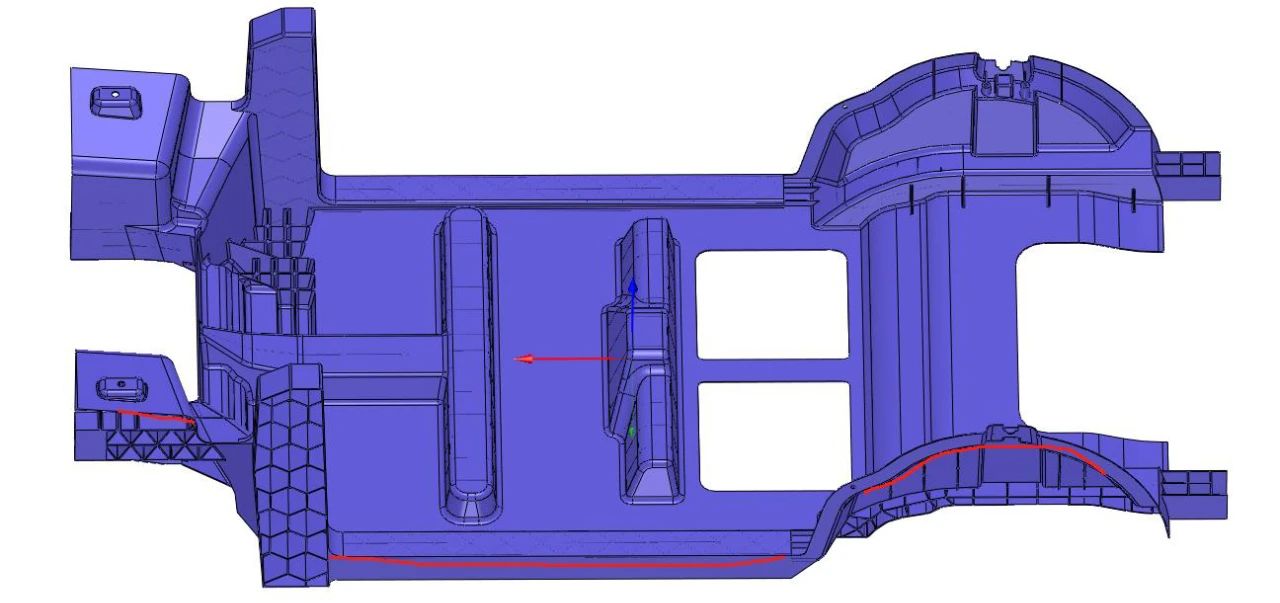
二.3.2 根據初步設計數據合成輸出排位為下圖 方案 1. 如圖 7 所示進澆位置
圖 7 由紅色線區域進澆填充到遠端距離相對合理,流向和排氣往外走勢,但是,流道兩側會很長(沖頭到澆口 行程)。過程能量損耗大,不利于成型(圖 7)。 方案 2. 如圖 8 所示進澆位置
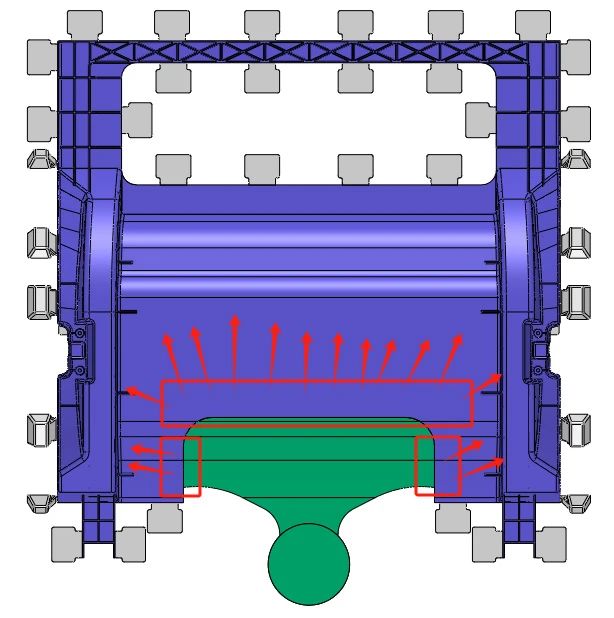
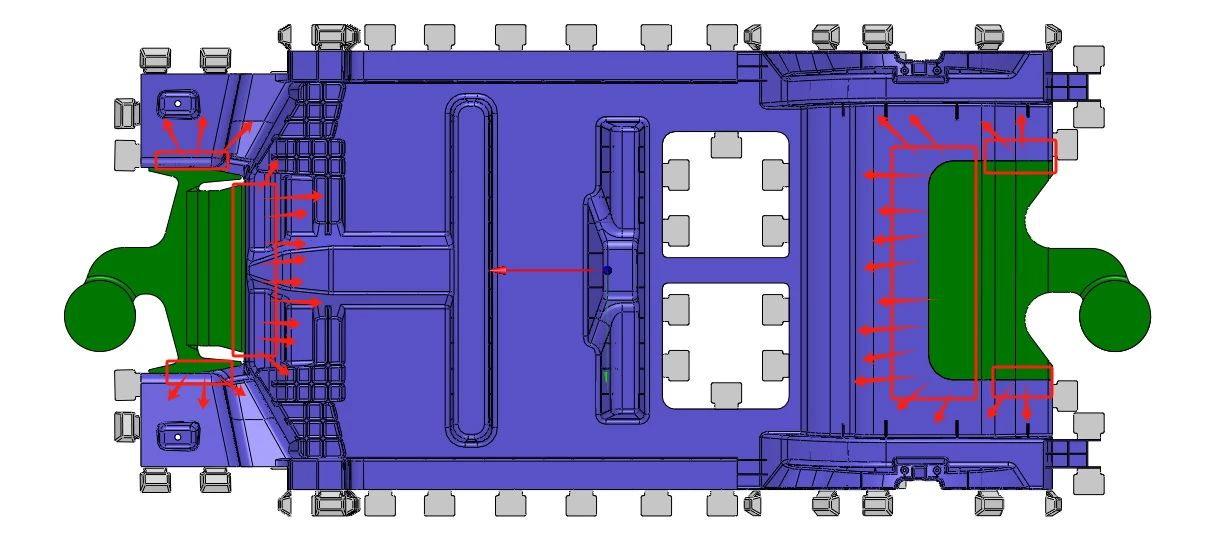
圖 8 使用上方填充方案,填充行程(沖頭到澆口行程)較方案 1 短且能量損耗少,可遇見問題是進入型腔后前端冷料和氣體需要的窗戶處做排渣排氣通道(圖 8)。 二.3.3 使結合產品 3D 排位使用方案 2 排位計算出相關的特性 如下表 6
相關的速度為 50 米/秒,填充時間 0.119 秒,由于是使用雙沖頭(直徑 280mm,雙沖頭 280mm 面積約等于 396mm 沖頭面積)壓射,填充速度和時間或許和相關理論有輕微偏差。 三、模擬分析 如大家所知,壓鑄是一個涉及很廣,包含全面,由多部門、多產業通力合作的行業。簡單的來說,包含了 前期的產品結構設計,然后再到壓射方案設計,再到壓鑄現場進行工藝參數設置調整優化等。從模擬仿真角度 同樣具備精細的分門歸類,分成了不同的結果組別,有的結果組別是應用于產品結構設計,有的結果組別是應 用于壓射方案設計,有的結果組別是應用于工藝參數優化。在本文中將結合模擬案例重點闡述應用于壓射方案 設計組別和工藝參數調整組別的模擬結果。 三.1 前機艙方案成型分析
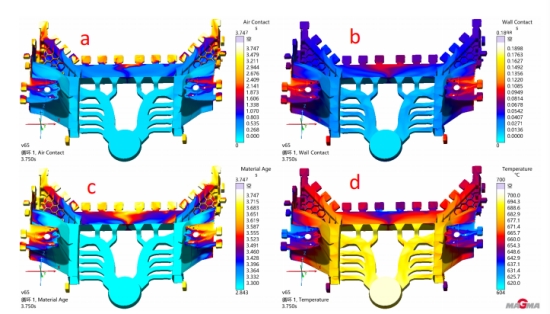
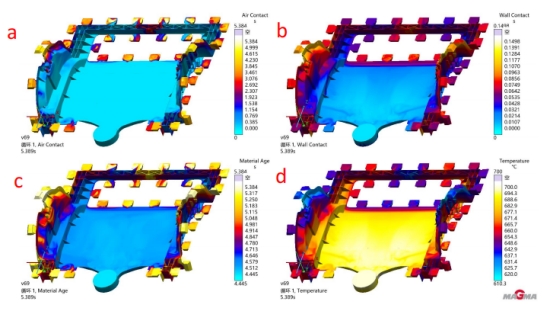
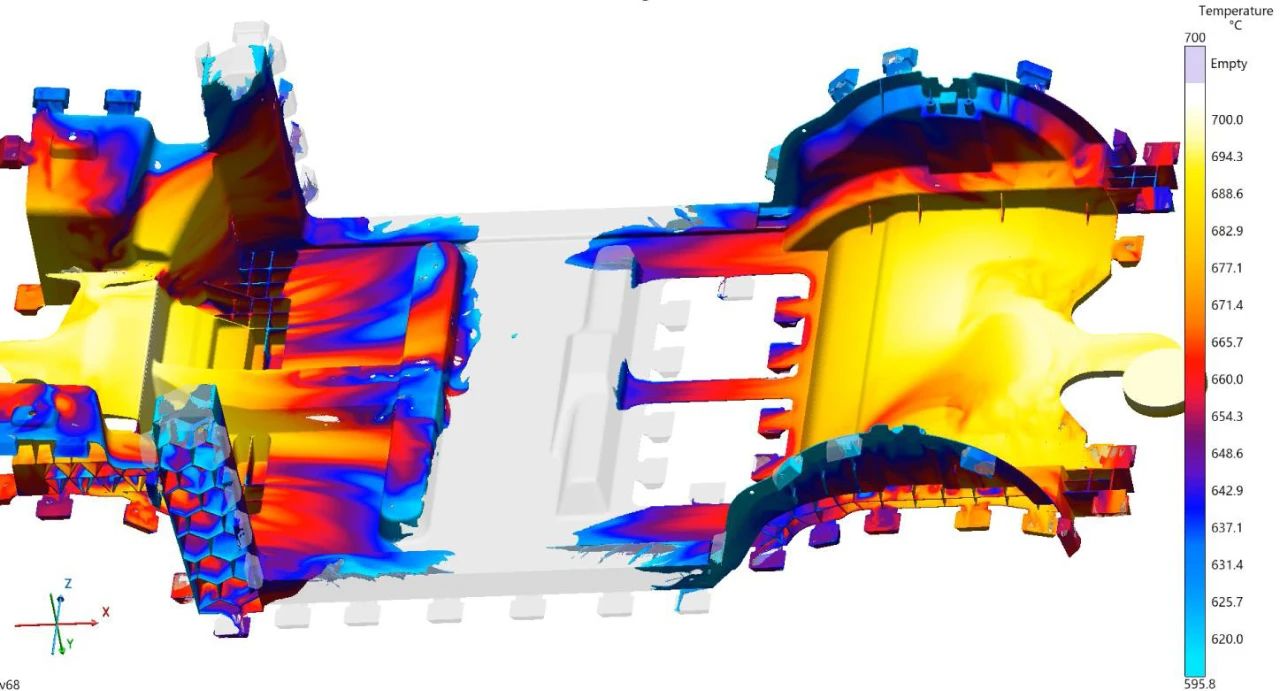
圖 9 如圖 9 模擬結果組主要為通過模擬軟件分析產品成型不良的相對應結果組別。其中圖 9a 是空氣接觸結果, 空氣接觸主要反應金屬液在充型的過程中,模具型腔內氣體最后滯留的地方。如圖所示,我們可以看到亮色的 位置,就是氣體滯留時間最長的地方,也就是最后充型的地方,主要集中在產品左右兩側的高塔位置和產品尾 端。圖 9b 結果為型壁接觸結果,主要反饋出在壓射成型的過程中,模具表面的水蒸汽、油污等之類最后匯聚的 地方,如圖所示,模擬結果亮色的位置就是這些油污最后積聚的地方,嚴重影響產品的機械性能。 圖 9c 是材料 年齡結果,主要反饋金屬液在充型的過程中,由于充型時間久而伴隨著溫降幅度大,最后形成大量冷料積聚的 位置。圖 9d 為成型溫度結果,結果顯示暗色(藍色)的區域表示成型溫度低,成型不良的風險大。 圖 9 所示的結果組別主要都為基于目前產品的結構和成型方案反饋出的成型困難和成型尾端的位置,也就 是目前現有的澆注系統難以輻射到的地方。具體到前機艙產品,我們通過模擬可以發現成型不良的位置主要有 兩處,一處在兩側高塔端部,此兩處位置金屬液在成型的過程中需要爬坡,從而導致充型困難。另一處為產品 進澆的尾端,金屬液充型后期伴隨著充型能量的下降,從而出現以上結果所描述的問題。主要的缺陷為成型不良,表現最嚴重的會出現冷裂,最輕微的產品表面會出現流痕,從而影響產品力學性能。
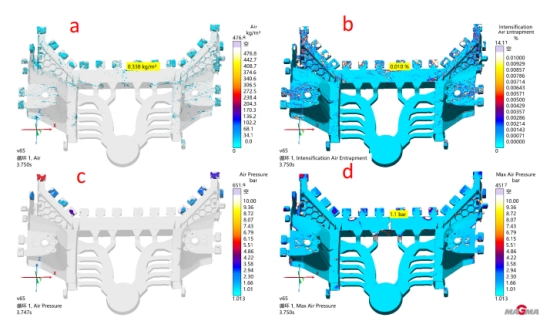
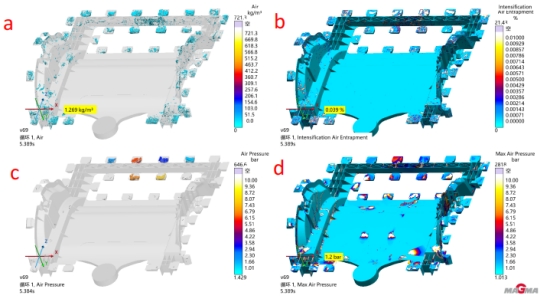
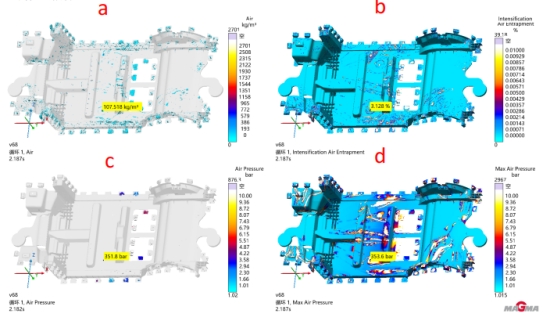
圖 10 如圖 10 模擬結果組別主要應用于現場工藝參數優化的組別。其中圖 10a 為氣體結果,主要是從兩個角度來 闡述:第一個角度是隨著金屬液在充型的過程中,型腔里面的氣體的去處,沒有被排出型腔,還是滯留在型腔 里面的某個位置;第二個的角度就是滯留氣體密度的高低,同時也是氣體這個結果的單位,高氣體密度位置相 對應的氣體缺陷風險大,而低氣體密度位置,雖然有氣體滯留,但是風險相對較小。圖 10b 結果是增壓卷氣, 通常與圖 10a 結果結合一起觀察,我們通過圖 10b 結果發現在充型過程中卷氣的具體位置,然后再通過圖 10a氣體結果的動態變化過程來觀察卷氣是如何形成的,比如是從模具型腔其它位置轉移過來,還是一直被困住出 不去最后再把密度和百分比結合來綜合判斷風險性高低。圖 10c 模擬結果呈現出在充型的過程中型腔內氣壓 的變化過程,在什么位置和什么時間形成的高氣壓,通常與圖 10d 最大氣壓這個結果合同使用。其兩者之間的關系為圖 10c 會顯示出充型過程中會形成高氣壓的位置和時間段,最后將不同時間段的高氣壓匯總成在一個結果中,這就是最大氣壓結果。最大氣壓位置就是困氣處,在正常的情況下,型腔內氣體為一個標準大氣壓,被 困氣體在被金屬液擠壓的過程中形成高氣壓,從而產生氣孔缺陷的風險。 圖 10 所示的結果組別主要都為基于目前產品的結構,方案設計和工藝參數所反饋出的氣體缺陷風險位置,也就是排氣困難,或由于高速切換位置及高速速度形成的金屬液翻滾等造成包氣,卷氣和憋氣等。具體到前機 艙產品,我們通過模擬發現氣體風險位置主要集中在兩側高塔端部,產品進澆的尾端。通過觀察充型過程發現,金屬液在內澆口位置高速充型形成卷氣,最后此些氣體伴隨著充型最后滯留在最后成型的位置。主要的缺陷為氣體缺陷結果,可以通過探傷進行檢測觀察,此缺陷會影響產品力學性能。 三.2 后地板方案成型分析
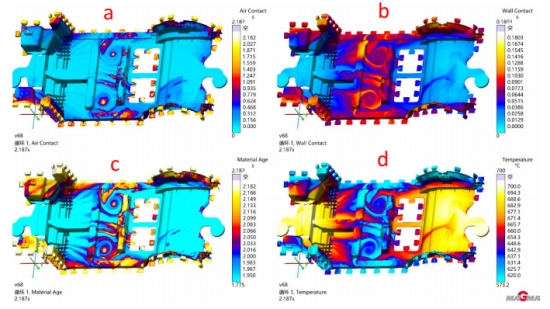
圖 11 關于結果的含義解析不再復述。通過觀察成型不良模擬結果組別(圖 11)發現后地板成型不良缺陷位置主 要集中在產品兩側輪罩(充型需要爬坡,充型困難位置)和最后成型位置(尾端)。
圖 12 通過觀察現場工藝參數優化結果組別(圖 12)發現后地板氣體缺陷位置同樣主要集中在產品兩側輪罩和最 后成型位置,通過觀察充型過程發現,嚴重部分滯留氣體是因為產品本身結構問題,氣體一直在滯留位置打轉無法被金屬液推走最后排出型腔。 三.3 下地板方案成型分析
圖 13
圖 14 通過觀察成型不良模擬結果組別(圖 13)發現下地板成型不良缺陷位置除了前面分析過的兩側高塔和輪罩 位置外,還存在于產品中間位置。如(圖 14)所示金屬液從兩側進行壓射,一方面產品中心位置最后成型位 置,從另一方面來看同時也是兩側金屬液交匯碰撞的位置,從(圖 13)結果中可以觀察到中間碰撞位置出現明 顯的充型漩渦。
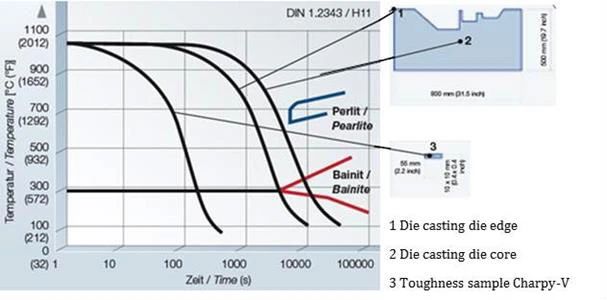
圖 15 現場工藝參數優化結果組別(圖 15)發現下地板產品氣體缺陷位置主要集中在產品兩側充型需要爬坡的高 處位置和產品中間兩側金屬交匯位置。 四、模具鋼材 熱作模具鋼,一般應用于表面工作溫度超過200°C的模具。這類模具除了要承受長期的熱應力外,還會因為周期性的溫度變化,而產生附加的應力。起初,研發含有 5% 鉻的馬氏體鋼被用于鋁合金壓鑄。其它典型應用領域包括:鍛造模具、芯棒、擠出模具和壓鑄模具等。這類工模具熱處理后的主要目標是獲得高強度和高韌性,以便更好地抵御機械沖擊和熱沖擊。為達成該目標,需要使用具有馬氏體顯微組織的模具鋼,它們能具有 MC、M3C、M7C3 和 M23C6 這些可以二次硬化的碳化物。鋼材的顯微組織,是通過復合的熱處理工藝獲得的,包括淬火和隨后的多次回火。熱處理工藝上的微小改動,都會對鋼材的顯微組織造成極大的影響,進而體現在材料的機械性能上。尤其是,淬火時的冷卻速率對模具鋼的韌性和延展性會造成重要影響。如今的壓鑄行業,對熱作模具的尺寸及其結構復雜程度的要求都越來越高,這會導致模具各個截面的冷卻速率存在不一致的問題。這些大尺寸模具的心部和表面之間存在溫度梯度,并致使模具心部 [圖 16] 的冷卻速率降低,從而對顯微組織造成影響,除了馬氏體基體外,還會出現貝氏體。根據以往的研究表明,馬氏體顯微組織中出現的貝氏體會嚴重降低材料的韌性和延展性,這跟馬氏體和貝氏體間的強度差有關。我們已知的研究通常是以實驗室的樣件作為參考,而這只是一種理想條件,并非是從大尺寸壓鑄模具上測得的實際材料性能。
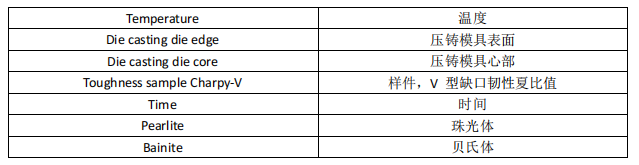
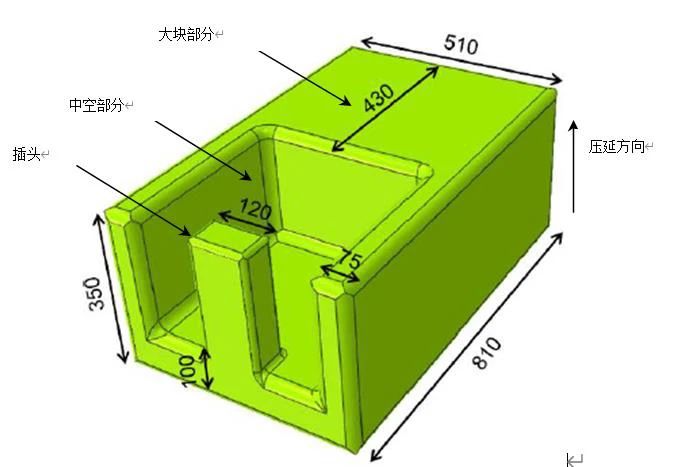
圖 16:H11 型 熱作模具鋼的 CCT 圖(連續冷卻轉變曲線)模具尺寸對冷卻速率的影響[10]。 然而相關文獻中,幾乎無法找到冷卻速率對5% 鉻熱作模具鋼大尺寸樣件的顯微組織以及機械性能的影響。因此,我們眼前的工作將著重研究具有不規則的幾何結構,尺寸為810 x 510 x 350 mm 的大塊樣件,就像壓鑄模具使用的鋼材一樣。我們以壓鑄模具應用的規范條件,對該樣件進行熱處理,隨后將樣件鋸開以確認材料的斷裂韌性,并分別檢測不同冷卻速率區域的缺口沖擊韌性。最后,采用光學顯微鏡和掃描電鏡 (SEM) 對其顯微組織進行研究,并通過數字模擬計算,得出鋼材在多種冷卻速率下的相的百分比。 該大尺寸的實驗模具鋼的等級為 X38CrMoV5-1。此鋼種的化學成分可參見表 7 。該材料是奧地利卡普芬貝格的 Böhler Edelstahl 鋼廠以工業規模生產的鋼材,名稱為 W350 ISOBLOC,它具有出色的淬透性,非常適合用于超大尺寸的壓鑄模具 。 表 7. Böhler W350 ISOBLOC 鋼的化學成分(重量 %)
如圖 17 所示,我們通過銑床將退火態的材料加工成最終的結構。在實驗模具的結構加工完成后,用馬氏體熱作模具鋼的典型熱處理工序對其進行熱處理。熱處理是在 Schmetz 型真空爐內進行的,該真空爐的最大裝載重量為 4.5 噸,并采用高壓氣淬(氮氣)。淬火和回火條件如下:以 0.5°C/s 的速率加熱到 1020°C 的奧氏體化溫度,在 1020°C 的溫度保持30分鐘,然后冷卻至室溫。測量模具 3 個不同區域的冷卻參數,分別為:心部 (λ= 36)、大塊部分的表面 (λ = 3.4) ,以及插頭 (λ = 2.6)。冷卻參數被定義為時間(秒),即樣件從 800°C 冷卻到500°C 所需的時間,再除以因數 100。隨后,樣件以> 550°C 的溫度進行三次回火,每次回火保溫 2 小時,以達到 44 – 46 HRC 的工作硬度。
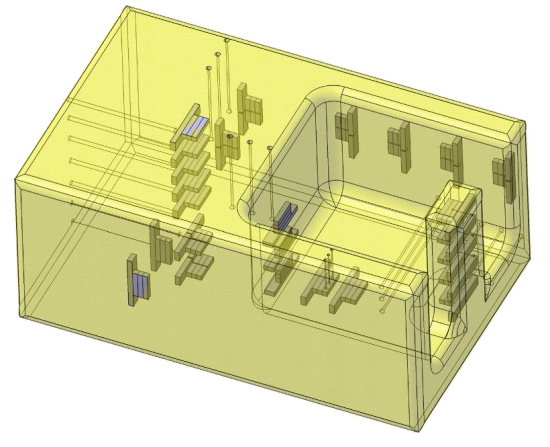
圖 17:實驗模具最終的幾何結構(所有尺寸均以毫米為單位) 用于測試沖擊韌性和斷裂韌性的樣件取自不同的區域,并分別具有不同的淬火參數。每個單獨試樣的位置如 圖18所示。我們特定了 5 個位置:母材心部和大塊的心部 (CM),大塊區域的表面 (SM),中空部分的底部 (BH)和邊緣 (EH),最后是插頭 (S)。 沖擊實驗依照 EN 10045-1 標準,用德國 Zwick 公司的沖擊擺錘在 300J 的條件下執行的,以此來測量其沖擊韌性。這些性能的數值是在室溫條件下,使用標準的夏比 V 型缺口試樣測得的。應當注意的是,通過沖擊方向的調整,始終與變形方向保持交叉。針對肉眼可見裂紋,抵抗裂紋擴展的能力,即斷裂韌性 KIC ,則通過彎曲實驗來確定,該實驗使用尺寸為 20 x 8.3 x 110mm,具有單邊裂縫的鋼條進行四點彎曲測試。實驗依照 ASTM E399規范,在室溫條件下用瑞士的 RUMUL 電動實驗機檢測。 依照 ASTM E112 規范,通過光學顯微鏡以微米為單位,分別對回火馬氏體中混合的顯微組織及其對應的晶粒尺寸進行檢測,該試樣需在含 10% 酒精的硝酸溶液中酸蝕 15 秒鐘。沖擊實驗中,斷裂面的分析是通過掃描電鏡操作的。掃描電鏡檢查是在日本 JEOL JSM – 6460 LV 的設備上進行的,運行時的加速電壓為 15 kV。
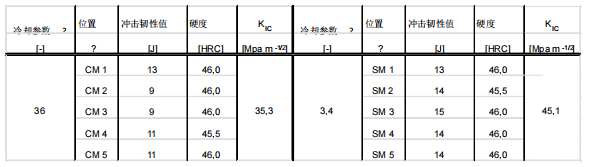
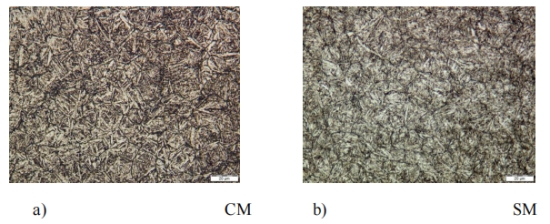
圖 18:用于機械實驗的單個試樣的位置。 對于所研究的冷卻參數:核心 (λ = 36) 和插頭(λ = 2.6),其對應的顯微組織是通過 DEFORM (Design Environment Forming) 模擬軟件進行數字計算的。為了執行準確的形變熱處理模擬,需要掌握“溫度和相變的關聯”方面的材料性能知識,這些知識以及所用的數字模型均基于 Schemmel 等人的研究 [12]。他用同一鋼種,以不同尺寸的試樣,來計算其在淬火過程中殘余應力和相的百分比的形成和演變。對相變動力學的正確描述是一個先決條件。值得注意的是,數字計算的結果僅可作為參考值。 匯總了材料大塊的心部 (CM) 和大塊區域表面 (SM) 的機械實驗結果。和預期的一樣,心部 λ=36 比表面區域 λ=3.4 的冷卻參數要高得多。一般來說,這就會導致 CM 的 KIC 值 (35.3 MPa m-1/2) 和沖擊韌性 (~10 J) ,要比 SM 的 KIC 值 (45.1 MPa m-1/2) 和沖擊韌性 (~14 J) 更低。材料大塊的兩個位置都達到了 ~46 HRC 的硬度值。圖 19,顯示了冷卻參數對材料顯微組織的影響。由此可以看出,CM 的顯微組織由回火馬氏體和貝氏體混合組成,而 SM 恰好相反,它完全呈馬氏體組織。根據 ASTM E112 的標準,兩個位置的晶粒尺寸可以評定為 9 級。 表 8. CM 和 SM 位置的沖擊韌性、硬度和斷裂韌性。
圖 19:材料大塊位置,a) CM 和 b) SM 的顯微組織。
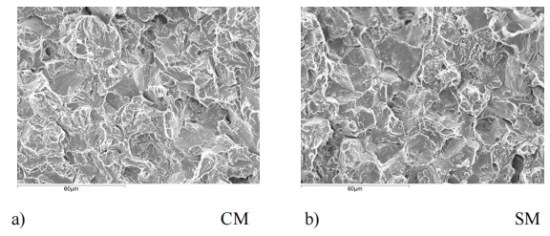
圖 20:材料大塊位置,a) CM 和 b) SM 的斷裂面分析。 圖 20 顯示了,材料經沖擊實驗后,通過掃描電鏡觀察到的斷口形貌。不同的冷卻參數和與其對應的不同的 顯微組織,會對斷裂類型造成微小的變化。CM 斷裂面呈現穿晶斷口的特征,是由于該位置出現了貝氏體。SM的斷裂類型則表現為明顯的沿晶斷裂,該位置呈現出完全的馬氏體組織。可以預料,這會與模具在該部分的沖擊韌性和斷裂韌性值密切相關。 這里未對該部位的冷卻參數進行研究,因為對于所用的真空爐,可供測量淬火速率的位置只有 3 個。筆者假定,中空部分的冷卻參數和大塊部分表面區域 (SM) 的冷卻參數相似。 表 9. 位置 BH 和 EH 的沖擊韌性、硬度和斷裂韌性。
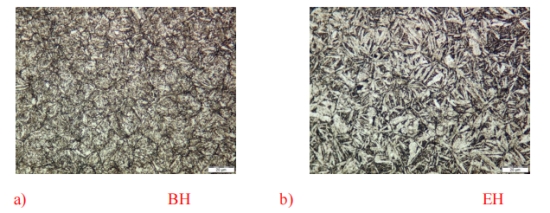
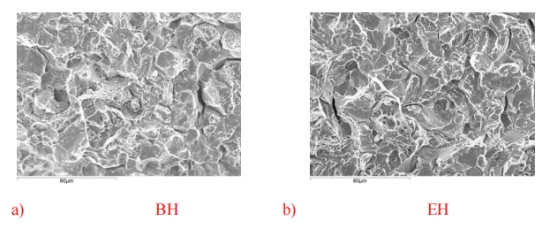
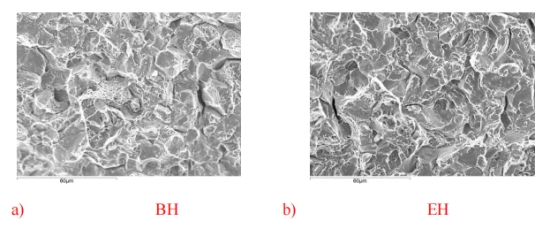
表 9 ,給出了 BH 和 EH 位置的沖擊實驗結果。可以看出,在大約 44 HRC 的相同硬度等級下,BH 的平均沖擊值 (18 J) 要比 EH (~16 J) 略高。僅測量了位置 EH 的斷裂韌性。采用 KQ 而不用 KIC ,是因為試樣的尺寸太小,其幾何構造不能滿足 ASTM E 399 的要求。無論如何,基于三點彎曲實驗呈現出一個非常明顯的趨勢,BH位置的 KQ 值實際上已經很高,達到了 86.7 MPa m-1/2。BH 和 EH 位置的顯微組織如圖 21 所示,很明顯,EH的顯微組織由馬氏體和大量出現的貝氏體構成;相反,BH 則完全是馬氏體組織。根據 ASTM E112,中空部分和大塊部分所有位置的晶粒尺寸被評定為 9 級。圖 22 展示了 BH 和 EH 的斷裂面,斷裂面出現在沿晶,兩個位置顯示了相似的斷裂機制。然而與 EH 相比,BH 具有完全的馬氏體組織,其失效的風險更小,意味著它具有相對高的延展性。盡管如此,沖擊韌性值和斷裂面的差異,尚未達到需要推定它們顯微組織的程度。
圖 21:中空部分位置, a) BH 和 b) EH 的顯微組織。
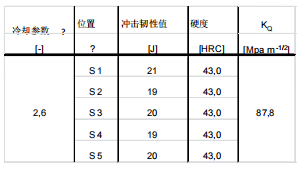
圖 22:中空部分位置, a) BH 和 b) EH 的斷裂面分析。 表 10 中,匯總了插頭的機械實驗結果。在模具的這個位置,測量了最低的冷卻參數為 λ=2.6。工作硬度為43 HRC 的情況下,平均的沖擊韌性值為 ~20 J,最高 的 KQ 值為 87.8 MPa m-1/2 ,意味其具有高水平的延展性。 圖 23a 顯示了其對應的、組織為回火充分的馬氏體。根據 ASTM E112 規范,晶粒尺寸被再次確定為 9 級。沖擊實驗后的斷裂面如圖 23b 所示,據此可以看出,該斷面為沿晶斷裂和韌性斷裂混合組成。 表 10. S 位置的沖擊韌性、硬度和斷裂韌性。
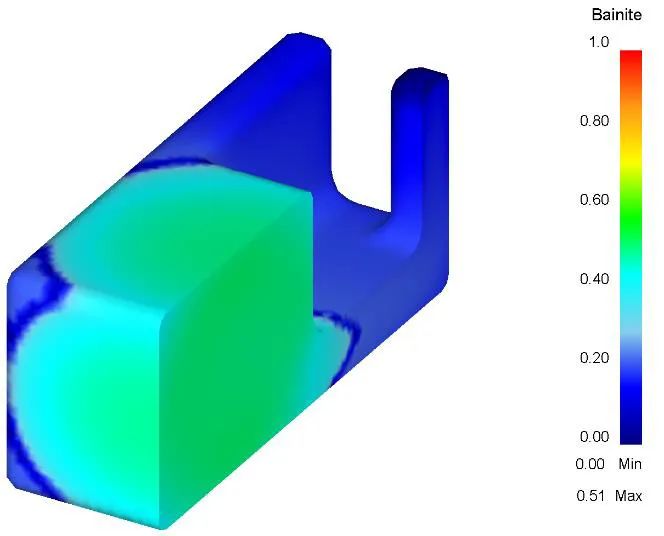
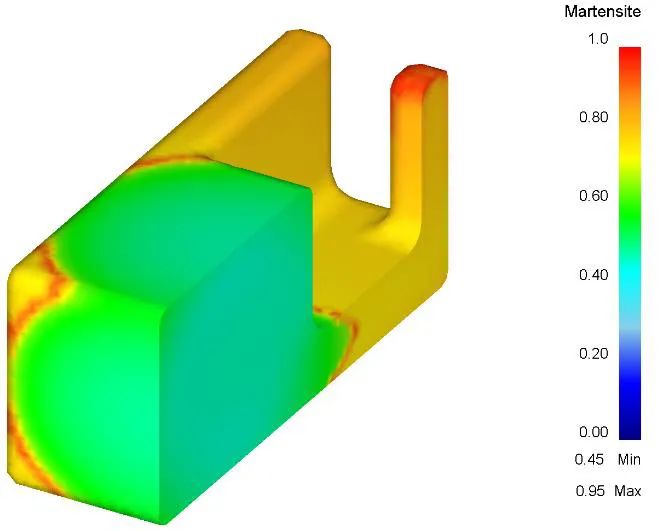
圖 23:位置 S 的 a) 顯微組織和 b) 斷裂面。 圖 24 ,分別顯示了高壓氣淬(氮氣)后的貝氏體和馬氏體分布。通過模擬結果可以看出,在實驗模具的心部,貝氏體的體積分數大約為 50%,而馬氏體大約為 45%,這導致了 5% 的殘余奧氏體。由于插頭處的冷卻參數較低,因此產生了更多數量的馬氏體,約為 80%,貝氏體和殘余奧氏體對應的體積分數分別為 15% 和 5%。
a) b) 圖 24:a) 貝氏體和 b) 馬氏體的體積分數的數值計算。 眾所周知,淬火速率對熱作模具鋼的機械性能影響最為顯著,它對材料強度和形變特性上的區別甚微。但材料的斷裂韌性和沖擊韌性極大地取決于冷卻參數和顯微組織 [4]。冷卻參數越高,韌性就越低,原因是材料中存在更多數量的貝氏體、初生的共析碳化物、殘余奧氏體,以及通常呈粗大晶粒的顯微組織 [11]。特別對于大尺寸的壓鑄模具而言,這至關重要。因為材料心部和表面不同的冷卻速率,會使截面上的韌性分布不均。本項工作即是對這些影響進行研究。 被研究的樣件被分為 3 個部分(如圖 17 所示)。其結果是,材料心部(CM) 和大塊部分的表面(SM) 雖然分別具有不同的冷卻參數,但它們在韌性等級(表 8)上的差別并沒有預想的大。當然,純馬氏體結構的 SM 相對于馬氏體/貝氏體混合組織(圖 19)的 CM 具有更高的韌性值。根據數值模擬,貝氏體的體積分數大約為 50% (圖 24a)。因此,斷裂機制由沿晶斷裂變成了穿晶斷裂(圖 20)。一般情況下,較低硬度水平 (~44 HRC) 的中空部分(表 9)比大塊部分 (~46 HRC) 的韌性值更高。光學顯微鏡觀察到,EH 位置存在了大量的貝氏體組織,而 BH 為充分回火的馬氏體組織(圖 21)。我們僅觀察到它們在沖擊韌性存在細微的差別。到底為什么會在這個位置 (EH) 出現貝氏體?可以假定該部分與大塊部分(SM) 位置均具有相同的淬火速率。一種可能的解釋是硬化過程中,模具在真空爐中位于靠近格柵的位置,由此可能導致出現不同的冷卻條件和顯微組織。斷裂面分析顯示,裂紋類型從 BH 位置的沿晶韌性斷裂演變為 EH 位置的純沿晶斷裂(圖 22)。3 個位置中,插頭位置具有最低的硬度 (~43 HRC) 和最高的韌性值(表 10),其顯微組織中呈純馬氏體(圖 23a)。數字計算顯示,該位置的馬氏體體積分數超過了 80%(圖 24b)。斷裂面分析(圖 23b)顯示,該位置的斷裂形態由晶間斷裂和韌性斷裂混合構成。根據 ASTM E112,實驗模具的所有部分和位置的晶粒度均被確定為 9,由此可得出結論:由于模具截面上的溫度分布均勻,因而沒有出現晶粒度變粗的情況。 對具有不規則幾何構造的大尺寸試樣進行的研究顯示,不同區域的冷卻速率會造成材料中貝氏體組織的形成,它會導致了材料整體韌性的下降。但就工業層面而言,在大塊部分的 CM 位置和中空部分的 EH 位置具有貝氏體/馬氏體的混合組織,以及測量到的沖擊韌性和斷裂韌性等級是完全可以接受的。因此我們可以得出結論,鋼材的淬透性對大尺寸壓鑄模具的優異使用性能至關重要。但模具尺寸的限制并不受材料的淬透性影響,其尺寸受熱處理使用的真空爐的大小限制。Böhler W350 ISOBLOC (~X38CrMoV5-1),針對壓鑄用途、具有明確幾何構造的大尺寸試樣進行了研究。經證實,大塊部分的心部和中空部分的 EH 位置,會因為較高的冷卻參數導致貝氏體的產生,與純馬氏體組織相比,它會在整體上降低沖擊韌性和斷裂韌性。同時研究也表明,雖然出現了貝氏體,材料的韌性值仍達到了可接受的范圍。
參考 |
.jpg)
.jpg)
.jpg)







.jpg)
.jpg)
.jpg)