<blockquote id="lmsey"></blockquote>
.jpg) 原標(biāo)題:離合器殼體壓鑄模推出機(jī)構(gòu)的優(yōu)化設(shè)計(jì) 隨著國內(nèi)工業(yè)生產(chǎn)的迅速發(fā)展,我國模具行業(yè)發(fā)展迅速,目前壓鑄模具總產(chǎn)量僅次于美國,成為名副其實(shí)的壓鑄大國。壓鑄件廣泛應(yīng)用于汽車、摩托車、機(jī)械裝備及電子產(chǎn)品。汽車發(fā)動(dòng)機(jī)缸體、缸蓋罩、鏈條蓋、變速箱殼體和離合器殼體等較大型零件均采用鋁合金高壓鑄造。為滿足大批量生產(chǎn)的要求,對壓鑄模具的質(zhì)量、壽命及使用的可靠性提出了更高的要求。本研究以一款手動(dòng)擋汽車離合器殼體為例,分析該殼體的結(jié)構(gòu)特點(diǎn)及分型面選擇,結(jié)合生產(chǎn)過程中存在的產(chǎn)品不良、維修維護(hù)情況,對離合器殼體壓鑄模的推出機(jī)構(gòu)進(jìn)行結(jié)構(gòu)優(yōu)化設(shè)計(jì),為類似壓鑄件的開發(fā)提供參考。 圖文結(jié)果 汽車離合器是安裝在發(fā)動(dòng)機(jī)與變速器之間的總成部件,是發(fā)動(dòng)機(jī)和傳動(dòng)系統(tǒng)之間傳遞動(dòng)力的部件。離合器殼體起到連接、支撐和保護(hù)離合器內(nèi)部零部件的作用,提高離合器工作的穩(wěn)定性。圖1為某型手動(dòng)擋汽車離合器殼體,其外輪廓尺寸為477 mm×358 mm×130 mm,平均壁厚為3.5 mm。從鑄件結(jié)構(gòu)來看,殼體鑄件在兩側(cè)不同方向有兩個(gè)腔體組成,一側(cè)與發(fā)動(dòng)機(jī)飛輪組連接側(cè)有?276.5 mm×122 mm的腔體,另一側(cè)與變速器殼體連接側(cè)有最大直徑為?189 mm臺(tái)階狀的腔體,鑄件兩側(cè)平面及側(cè)向有多處螺栓安裝凸臺(tái)形成的厚壁區(qū)域。鑄件材質(zhì)為AlSi9Cu3(Fe),質(zhì)量為6.1 kg。鑄件加工后需要進(jìn)行密封測試,在0.1 MPa壓力下,泄漏量小于20 mL。 壓鑄模具主要由動(dòng)模和定模兩部分組成,動(dòng)模和定模的接觸表面即為分型面。分型面一般選擇在鑄件外輪廓尺寸最大的斷面,以保證鑄件在開模后順利從模具型腔中分離;同時(shí)要滿足壓鑄件在開模后留在動(dòng)模一側(cè),利用壓鑄機(jī)的推出機(jī)構(gòu)可以順利、平穩(wěn)地將鑄件推出,從而簡化模具結(jié)構(gòu)。結(jié)合離合器殼體的外形特點(diǎn),分型面選擇在兩側(cè)腔體的最大端面處,以側(cè)向斜面過渡,形成折線分型面。起模斜度一致的型腔面(或型芯面)在一側(cè)型腔中成形。要實(shí)現(xiàn)壓鑄件在開模后留在動(dòng)模一側(cè),則需將包緊力大的一側(cè)設(shè)為動(dòng)模。包緊力的大小主要與鑄件包裹的成形部分的表面積、壁厚、起模斜度等因素相關(guān),因此將離合器殼體與發(fā)動(dòng)機(jī)結(jié)合側(cè)較大的裝配腔室設(shè)置在動(dòng)模,確定了鑄件的主分型面。根據(jù)鑄件局部形狀的變化,對主分型面局部進(jìn)行細(xì)化,確定離合器殼體分型面。圖2為離合器殼體的分型面。
圖1 離合器殼體3D形貌
圖2 離合器殼體分型面 離合器殼體在批量生產(chǎn)時(shí),存在變形及微裂紋缺陷,見圖3。鑄件毛坯變形約占報(bào)廢件的60%以上,變形位置發(fā)生在離合器殼體與變速器殼體的結(jié)合面,下部翹起1~2 mm,批量生產(chǎn)時(shí)依靠增大毛坯底面和側(cè)向孔的加工余量來抵消變形帶來的缺陷,造成很大的浪費(fèi);微裂紋發(fā)生的位置固定在下部的螺栓凸臺(tái),無明顯痕跡,不良率小,發(fā)生階段為生產(chǎn)中后期。經(jīng)分析,鑄件兩種缺陷均是因?yàn)殍T件的結(jié)構(gòu)導(dǎo)致的包緊力受力位置及方向各異而產(chǎn)生的。模具在開模瞬間受力狀況見圖4,動(dòng)模包緊力和定模包緊力呈上下分布,方向相反,開模瞬間動(dòng)模包緊力強(qiáng)制將殼體脫離定模,盡管定模下方有沖頭推出力的作用,但由于內(nèi)澆口處強(qiáng)度較低,在開模的瞬間沖頭跟出力將橫澆道與鑄件在內(nèi)澆口處斷開,無法協(xié)助定模推出。模具使用初期,由于定模局部包緊力的作用致使鑄件發(fā)生變形。到模齡中后期隨著模具型腔表面出現(xiàn)龜裂,模具表面粗糙,定模局部包緊力加大,致使個(gè)別鑄件出現(xiàn)微裂紋。
圖3 離合器殼體缺陷位置
圖4 離合器殼體開模時(shí)受力圖 壓鑄模具的定模推出機(jī)構(gòu)常用碟簧推出和液壓推出。液壓缸推出常用于推出面積小、推出力集中場合,而離合器殼體定模推出的推桿分散布置在殼體腔體的下半部,在腔體圓周螺栓凸臺(tái)處共設(shè)置6個(gè)推桿,推出范圍較大,因此采用碟簧推出。定模推出機(jī)構(gòu)的三維示意圖見圖5,結(jié)構(gòu)組成見圖6。工作過程如下:合模時(shí)動(dòng)模鑲塊平面與該機(jī)構(gòu)的復(fù)位桿接觸,在合模力的作用下壓縮碟簧,復(fù)位桿帶動(dòng)推桿固定板和推桿復(fù)位,合模結(jié)束,復(fù)位桿運(yùn)動(dòng)至與分型面平齊,此時(shí)安裝在推板上的限位柱與壓鑄機(jī)定模板平齊。開模時(shí)處于壓縮狀態(tài)的碟簧釋放松開,在碟簧的推力作用下,帶動(dòng)推板、推桿固定板運(yùn)動(dòng),將推桿及復(fù)位桿推出高于分型面,從而實(shí)現(xiàn)在開模的同時(shí)將鑄件從定模推出。定模推出距離設(shè)計(jì)為3~5 mm,由于推出距離小,不需要單獨(dú)設(shè)置推出導(dǎo)向機(jī)構(gòu),復(fù)位桿設(shè)計(jì)在推板的4個(gè)角,同時(shí)起到推出導(dǎo)向的作用。
圖5 定模推出機(jī)構(gòu)三維示意圖
圖6 定模推出機(jī)構(gòu)結(jié)構(gòu)組成圖 從圖6b可以看出,定模鑲塊在中心成形區(qū)域?yàn)閳A形臺(tái)階過渡形狀,主要由6部分凸臺(tái)組成,分別計(jì)算每部分的推出力,計(jì)算結(jié)果見表1。定模型芯總推出力∑F推=42 393 N。 碟簧具有體積小、負(fù)荷大、組合使用方便等特性,可以根據(jù)使用空間、負(fù)荷、行程等不同需求,通過單片對合組合、多片疊合組合等方式獲取不同的載荷和行程。在本模具定模推出機(jī)構(gòu)中使用碟簧,可以在保證足夠的推出力的情況下有效地減小安裝空間,保證定模套板的強(qiáng)度。 依據(jù)本模具的定模推出結(jié)構(gòu),共設(shè)計(jì)兩處安裝碟簧的位置,處于定模推出機(jī)構(gòu)縱向水平橫向中心對稱位置,見圖5,根據(jù)所需推出力,選用外徑為?50 mm,厚度為3 mm的碟簧兩片并聯(lián)使用。為滿足推出距離,選用6組串聯(lián)組合。選用的碟簧參數(shù)見表2。碟簧結(jié)構(gòu)示意圖見圖7。 表1 定模型芯推出力
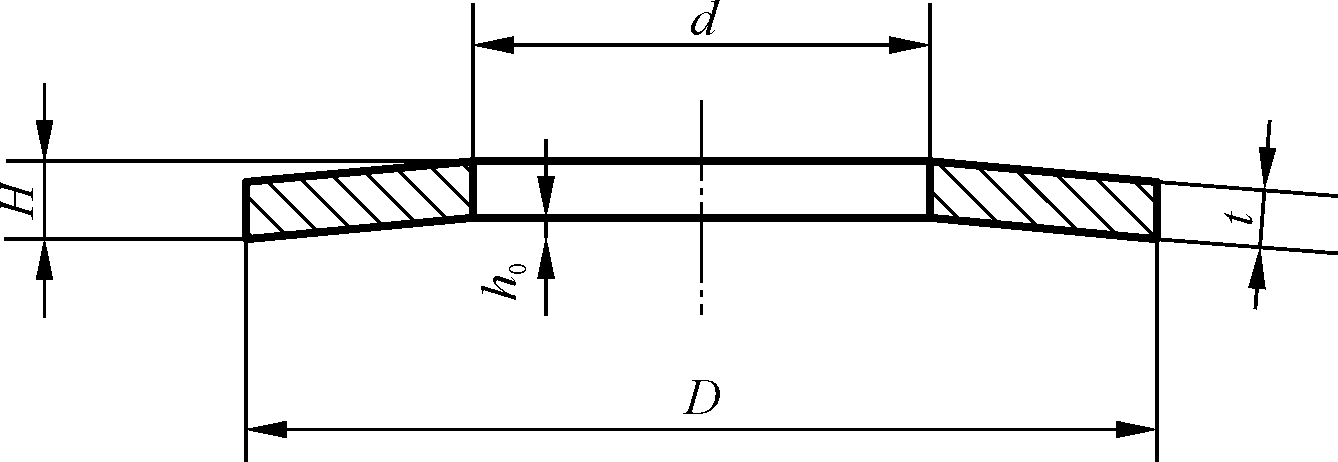
表2 碟簧參數(shù)表
圖7 碟簧結(jié)構(gòu)示意圖 動(dòng)模推出機(jī)構(gòu)的組成主要由推出元件、復(fù)位元件、導(dǎo)向元件、限位元件及結(jié)構(gòu)元件,通常動(dòng)模推出機(jī)構(gòu)的結(jié)構(gòu)組成見圖8。圖8a中推出機(jī)構(gòu)的動(dòng)模座板為平板結(jié)構(gòu),限位釘固定在動(dòng)模座板上;圖8b中推出機(jī)構(gòu)的動(dòng)模座板為臺(tái)階式,與支板合為一體,同時(shí)內(nèi)部臺(tái)階起到推出機(jī)構(gòu)的限位作用。這兩種結(jié)構(gòu)存在一個(gè)共性問題,就是當(dāng)需要更換推桿或動(dòng)模冷卻水等易損件時(shí),必須拆卸動(dòng)模座板。尤其是大型模具體積和質(zhì)量大,并且連接螺栓尺寸大,拆卸動(dòng)模座板的過程費(fèi)時(shí)費(fèi)力,嚴(yán)重影響生產(chǎn)效率。因此在復(fù)制模具時(shí)對動(dòng)模推出機(jī)構(gòu)進(jìn)行優(yōu)化。 離合器殼體動(dòng)模推出機(jī)構(gòu)的結(jié)構(gòu)優(yōu)化方案見圖9,動(dòng)模座板采用一體式結(jié)構(gòu),裝配時(shí)首先將推板導(dǎo)柱安裝在動(dòng)模座板的內(nèi)臺(tái)階面上,推板導(dǎo)柱共4件分布在動(dòng)模套板內(nèi)腔四角處;定位銷安裝在動(dòng)模座板與動(dòng)模套板的結(jié)合面上。然后將帶有推板導(dǎo)柱和定位銷的動(dòng)模座板安裝到動(dòng)模套板上,用螺栓固定連接。之后將推桿、復(fù)位桿、推板導(dǎo)套按順序安裝在推板上,再用螺栓與推板固定為推出組件,將推出組件安裝到動(dòng)模座板中;最后固定4個(gè)壓蓋式限位塊。維修維護(hù)更換易損件時(shí),只需將4個(gè)小限位塊拆下,即可將帶推桿的推出組件取出,方便、安全、可靠。
圖8 動(dòng)模推出機(jī)構(gòu)結(jié)構(gòu)組成圖
圖9 離合器殼體推出機(jī)構(gòu)結(jié)構(gòu)組成圖 離合器殼體在16 000 kN壓鑄機(jī)上生產(chǎn),年產(chǎn)量30萬件以上。推出機(jī)構(gòu)的優(yōu)化方案體現(xiàn)在復(fù)制模具上,經(jīng)過十余副模具的生產(chǎn)驗(yàn)證,鑄件產(chǎn)品品質(zhì)明顯提升,無因靜模局部包緊力過大而產(chǎn)生的變形及裂紋,同時(shí)縮短了模具維修維護(hù)的時(shí)間,提高了生產(chǎn)效率。模具在定模采用碟簧推出機(jī)構(gòu),由于碟簧在使用過程中受交變應(yīng)力和模具溫度的影響,長時(shí)間使用會(huì)發(fā)生塑性變形,自由高度縮小彈性減弱。為避免碟簧失效的風(fēng)險(xiǎn),模具在2萬模次去應(yīng)力保養(yǎng)拆解模具型腔的同時(shí),將碟簧全部更換一次。一體式結(jié)構(gòu)的動(dòng)模座板,使用壽命達(dá)到50萬以上,更換模具時(shí)可以通過維護(hù)和檢測后循環(huán)使用,大幅降低了模具制造成本。 結(jié)論 (1)定模采用碟簧推出機(jī)構(gòu),克服了定模包緊力實(shí)現(xiàn)鑄件定模推出。本設(shè)計(jì)使用的碟簧組合為2片并聯(lián)6組串聯(lián),推出力為單片2倍,推出距離為單片6倍。該結(jié)構(gòu)簡單運(yùn)行可靠,提升了產(chǎn)品品質(zhì)。 (2)針對大型壓鑄模具,動(dòng)模推出機(jī)構(gòu)采用一體式動(dòng)模座板,壓蓋式限位塊結(jié)構(gòu),簡化模具的裝配及拆卸,減少了模具維修維護(hù)時(shí)間,提高了生產(chǎn)效率。 《離合器殼體壓鑄模推出機(jī)構(gòu)的優(yōu)化設(shè)計(jì)》
曲太旭 侯麗彬 董少崢 本文轉(zhuǎn)載自《特種鑄造及有色合金》 |
.jpg)
.jpg)
.jpg)
.png)
.jpg)
.png)
.png)
.jpg)
.jpg)
.jpg)
.jpg)

.jpg)